| 1. Forberedelse betyr noe før installasjon av slipemøllen en. Når bruket transporteres til stedet og ennå ikke er installert, skal det lagres riktig, og de utsatte overflatene skal belegges med rustfast fett og unngå solskinn og regn, for å forhindre at maskinkroppen ruster og vanner. b. Hvis den overstiger 6 måneder fra slipemøllen og forlater fabrikken for å ta den i bruk, bør det viktigste maskinsenterets akselsystem, drivenhet, slipende rullenhet, separator, etc. rengjøres og inspiseres, og tilsette nok smøreolje til hver komponent. c. Grunnlaget for hovedmaskinen, hovedviften, kjeveknuseren og bøtteheisen skal være prefabrikkert forsterket betongfundament. d. Overflaten på fundamentet skal jevnes med en jevnefarende hersker, og dybden på betongen skal være minst 100-200 mm dypere enn de tilsvarende hullene i fundamentboltene, som bør bestemmes i henhold til den lokale jordkvaliteten og klimaet. e. Reserver 100-150mm brede sekundære fugingspor på plasseringen av fundamentets bolthull. f. Tilsett en vanngrop og lag stigen på det aktuelle stedet for gropen. g. Den øvre overflaten av pre-innebygd jern og bakkenivået skal være på samme plan. Sveising av forhåndsinnstøpt jern skal være solid og pålitelig.
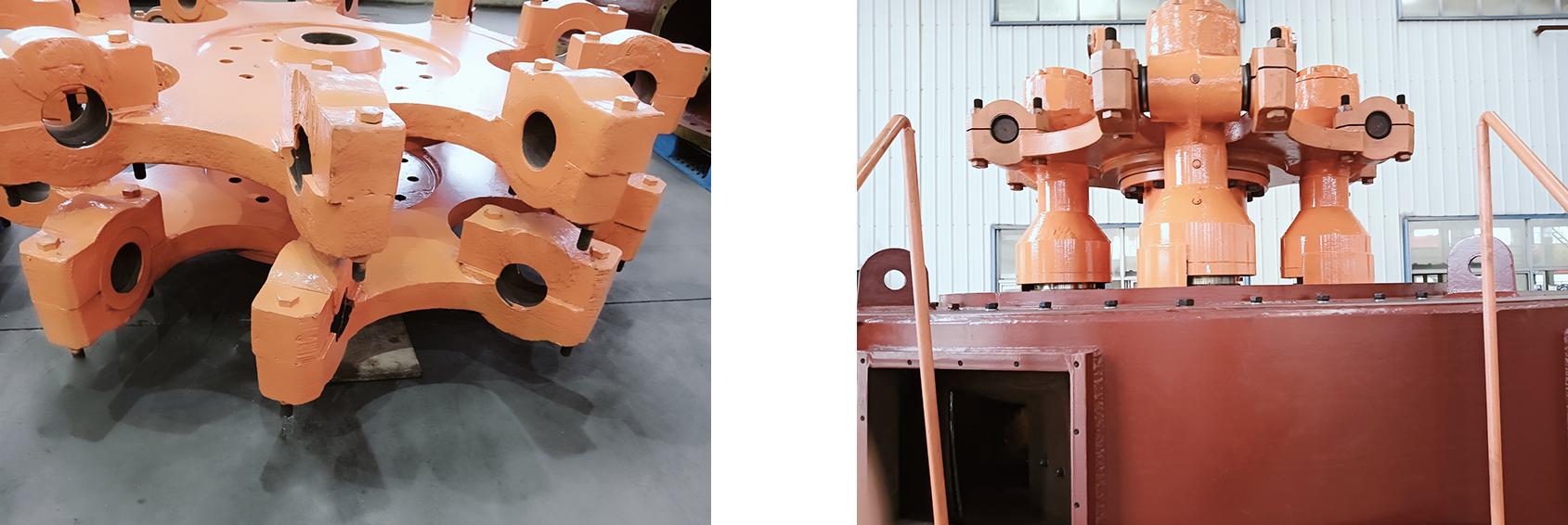
2. Slipemølleinstallasjon en. Installer hovedmaskinen først, og korriger deretter drivenheten for å sikre at den store remskiven på hovedmaskinen og beltet remskiven til hovedmotoren er på linje og parallelt med midtlinjen, og sikre at beltet før spenningskraften for å forhindre at du sklir og belte. b. Under installasjonen må den sikre at den store remskiven til separatoren og belteskiven til separatormotoren er på linje og midtlinjen er parallell, og sikre at beltets førspenningskraft for å forhindre at du sklir og belte. c. Installasjon på stedet av rørledningen, tilkoblingen mellom komponentene skal tilsettes tetningspakning. La aldri luftlekkasjefenomenet påvirke produksjonen. Syv høye temperaturresistente tetningsprosesser, som er i stand til å motstå høyt trykk, sterk operativ seighet, kan fungere i miljøer opp til 200 grader Celsius, har kjemisk stabilitet og korrosjonsresistens, og kan brukes i noen spesielle industrielle applikasjoner. d. Hvis to komponenter ikke kan samsvares riktig på grunn av grunnfeil og produksjonsfeil, bør de kobles til etter lokal reparasjon.
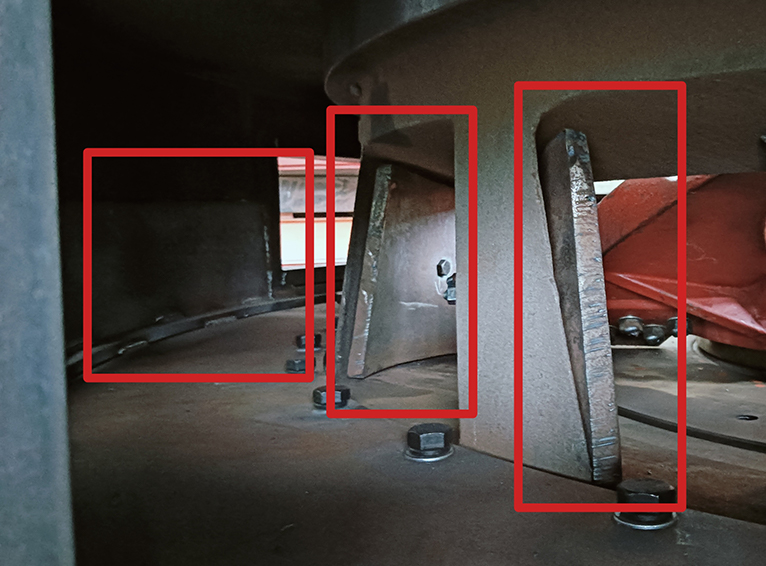
3. Feilsøking av sliping Mill (ingen belastningstest kjører: Driftsdelene må smøres fullt ut før testen kjører for å unngå skade på løpsdelene) A. Før lasttesten kjører, rydder opp urenheter inne i slipekammeret og rørledningene for å unngå skade på driftsdelene, og deretter skal ikke-belastningstesten på hovedmaskinen være mindre enn 1 time. Når maskinen går jevnt, skal oljetemperaturen i boksen ikke overstige 80 ℃, skal temperaturøkningen ikke overstige 40 ℃. B. Hovedviften skal startes uten belastning og belastning under normal drift, og deretter observere den glatte operasjonen uten unormal støy og vibrasjon. Den maksimale temperaturen på rullende lagre skal ikke overstige 70 ℃, og temperaturøkningen skal ikke overstige 35 ℃. C.Load Test Kjøretid skal ikke være mindre enn 8 timer. Etter at slipemøllen fungerer normalt uten unormal støy og ingen luftlekkasjefenomen av rørledningstilkoblingene, stram festemidlene igjen, og dermed kan slipemøllen settes i normal bruk. D. Testen kjøretid for pulverseparatoren skal ikke være mindre enn 8 til 12 timer. Testkjøringen skal utføres gradvis fra lav hastighet til høy hastighet. Temperaturøkningen av lagerdelene skal bemerkes under drift. E.Durere den første driften av slipemøllen i 200, 500 og 800 timer, sjekk og stram møttene til driftsdelene i tid for å forhindre løsning (for eksempel alle fundamentboltene og tilkoblingsboltene). |